




 扫一扫
扫一扫


4、插上液压站电源,打开液压站开关,打开温控开关,设定焊接所需温度为230-245℃(因管材规格及气候而定)(顺序不能颠倒;应用220V交流电,不能用380V三相电源,需接地线);
5、将前进后退杠推到前进位置,调整高压阀到压力表超过2.2MPa【压力的计算=0.15(工艺压力)MPP电力管截面面积/7.66(液压缸截面面积)+拖动压力】注:拖动压力的确定为将两根管道用夹具固定好,开户油泵,将缷压阀关上由零慢慢调大油缸,直到刚好可以匀速拉动管材,此时压力为拖动压力。


中雄管业(长治市分公司)是专业研发、生产、销售量【MPP电力管道】产品的企业之一,厂家位于宜阳产业集聚区,厂家自创立以来,始终秉持专业、专注、专一的经营理念,全力开发满足各领域需求的高品质【MPP电力管道】产品,在国内【MPP电力管道】产品领域拥有很高的声誉。


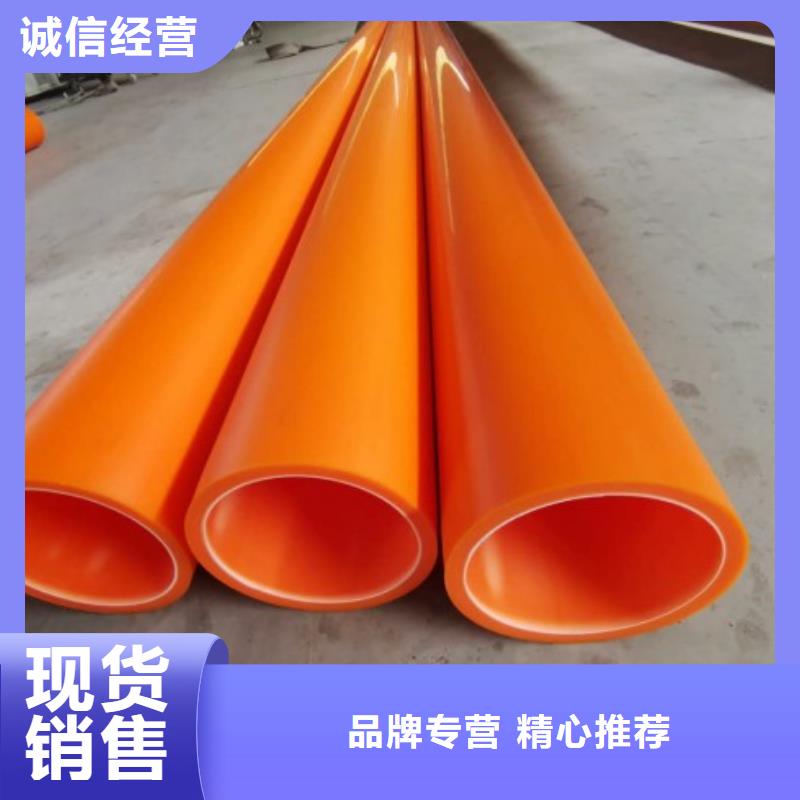
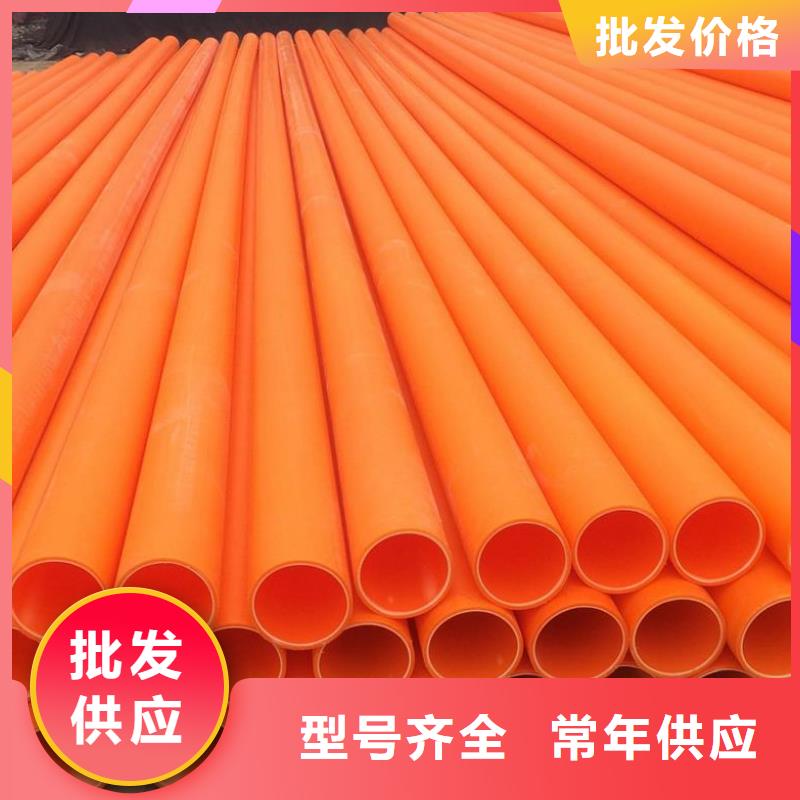
5、产品颜色:MPP电力管道为桔红色
6、产品长度:一般为6米/根,如果客户数量大,为了减少成本,(运费和焊接费,可以做成6-13米/根)。
7、其它配件:MPP开挖电力管可根据道路工程要求配有管枕,每隔1.5-2m放一个管枕。管枕起固定支持作用。不焊接时,也可以用接头套接。



3、MPP电力管加热
(1)待液压站温度表达到245℃后开始焊接(不能低于230℃);
(2)取走铣刀,嵌入加热器(温度为设定值),施加规定的压力,直到两边都出现的较小卷边达到3MM,(管端两面与加热板之间刚好保持全部接触,确保管材每个削面都能进行加热),打开缷压阀到压力表数值归零后重新关上缷压阀(加热时间从开始加热时计时达150-160秒之间);
(3)吸热时间=11秒*11MM(管材壁厚)=121秒(通常为11MM壁厚管材)

技术支持:s797.com